Born from our experience in commercial-scale compost aeration and heat recovery, the AGT Mini system is a compact solution for smaller compost operations. The Mini System shares the features of our larger products but in a smaller, modular package that requires some on-site assembly. This minimizes cost without sacrificing quality.
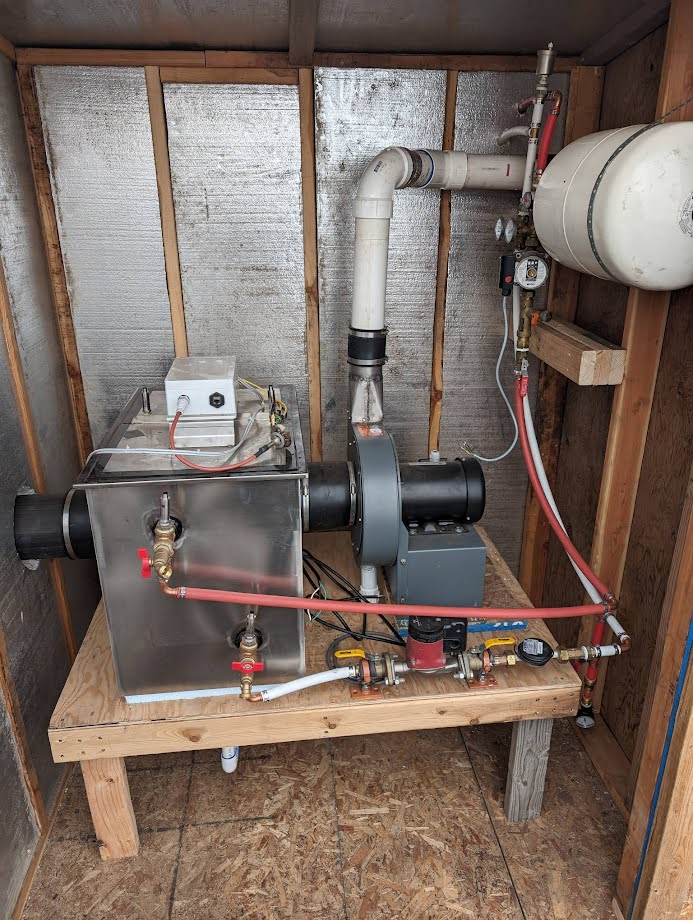
Standard Compost Aeration and Heat Recovery (CAHR) features include the industrial control package, speed adjustable blower, and monitoring of temperature, oxygen and flow rates. A standard system can be piped to a single compost zone, or multiple zones with manual valves. Negative aeration offers the opportunity to use heat directly from the hot compost exhaust in a biofilter growing bed. Air-to-water heat exchangers and automated valve packages are engineered to be easily integrated with the base model.
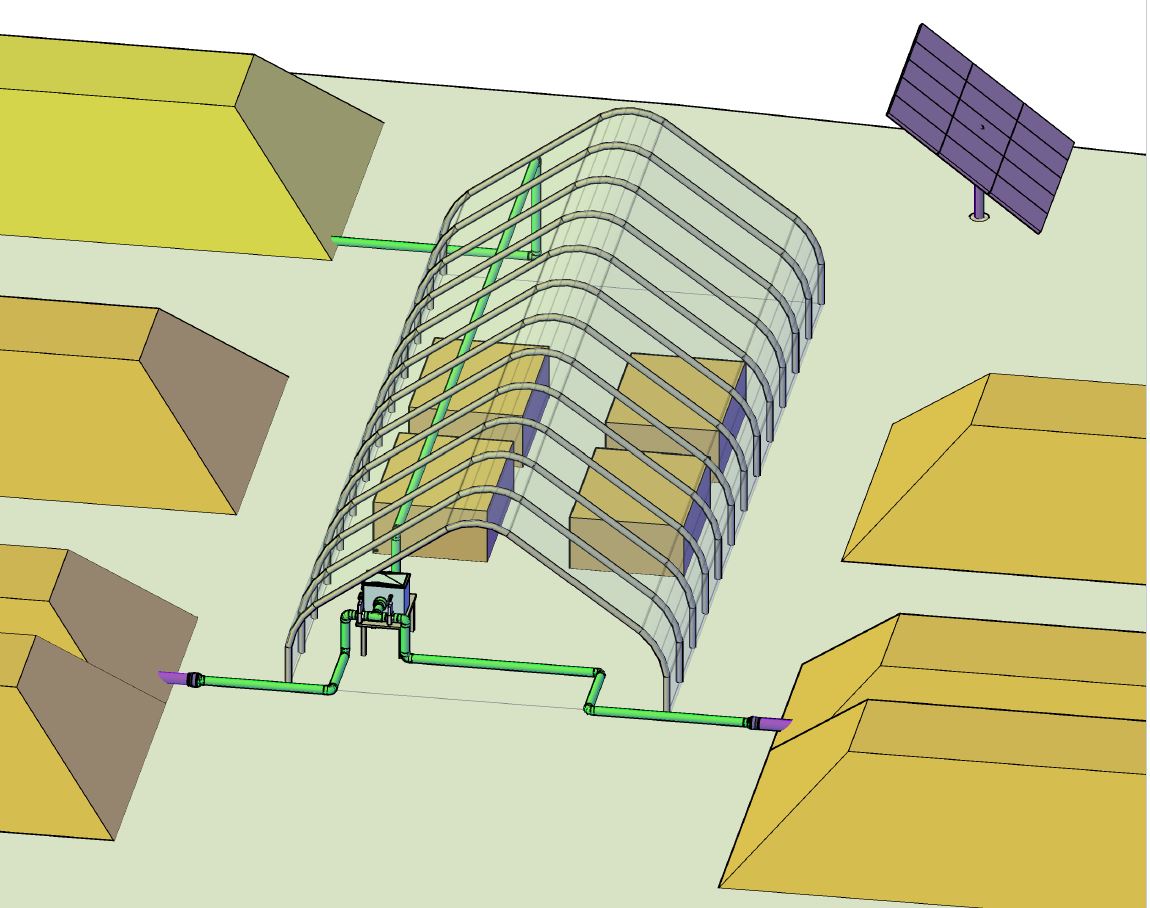
The Mini System is available in 3” and 4” pipe sizes, with up to five automated zones, to aerate compost volumes from 30 to 400 cubic yards.





{kind=link}
{kind=link}
{kind=link}