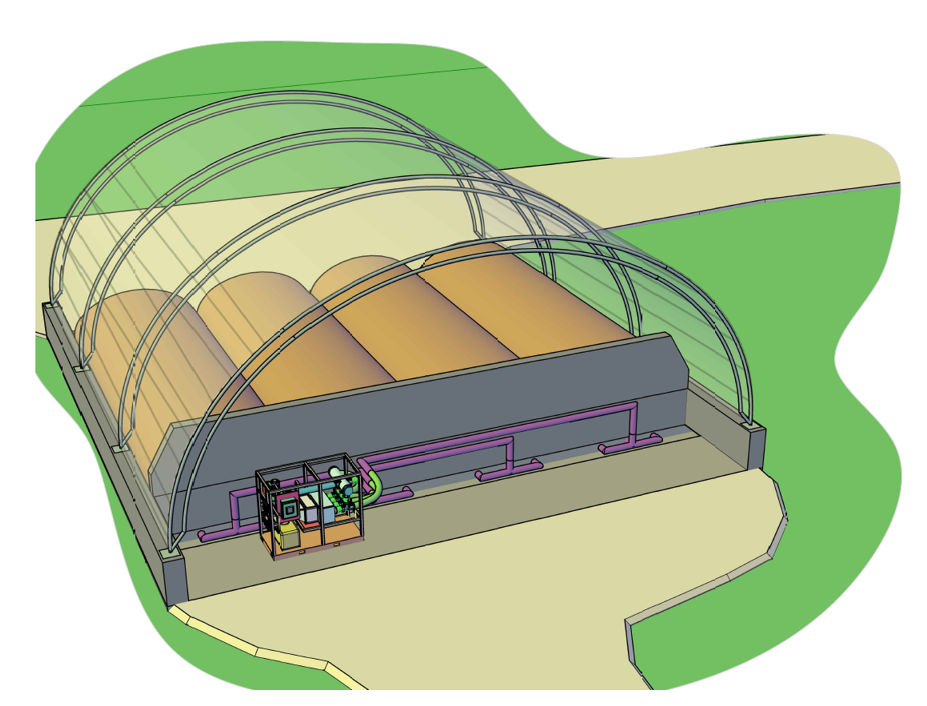
The AGT Compost Hot Skid 250-4R was built with the frugal dairy farmer in mind bringing all the core expertise and functionality of Agrilab Technologies Inc. (AGT) systems in a pared-down simple package. The system can be housed in an existing shed or barn and contains all the mechanical and control elements to run four compost batches while recovering heat. The variable speed blower and aeration cycles can be adjusted to run compost batches of 100 to 200 cubic yards (CY), or up to 250 CY with more easily aerated material. This translates to a processing capacity of 33 - 150 CY per week for standard material or up to 200 CY for easily aerated material. The recirculation(R) feature accelerates new batch activity by pushing warm oxygen vapor from adjacent active compost into the base of a fresh mixture. This reduces the time to achieve 131F+ temperatures and enables winter operations.
With a typical four week retention time, site operators running 200 CY batches can process over 10,000 CY of inputs per year. Farms and facilities larger than 10K/year of volume use multiple units or our larger CAHR models.

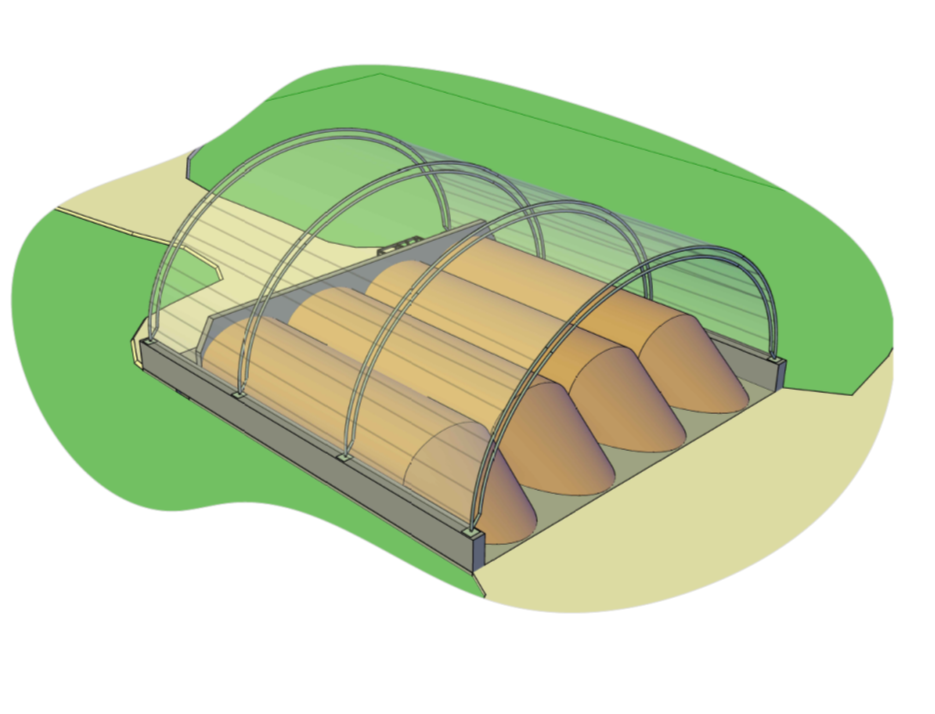
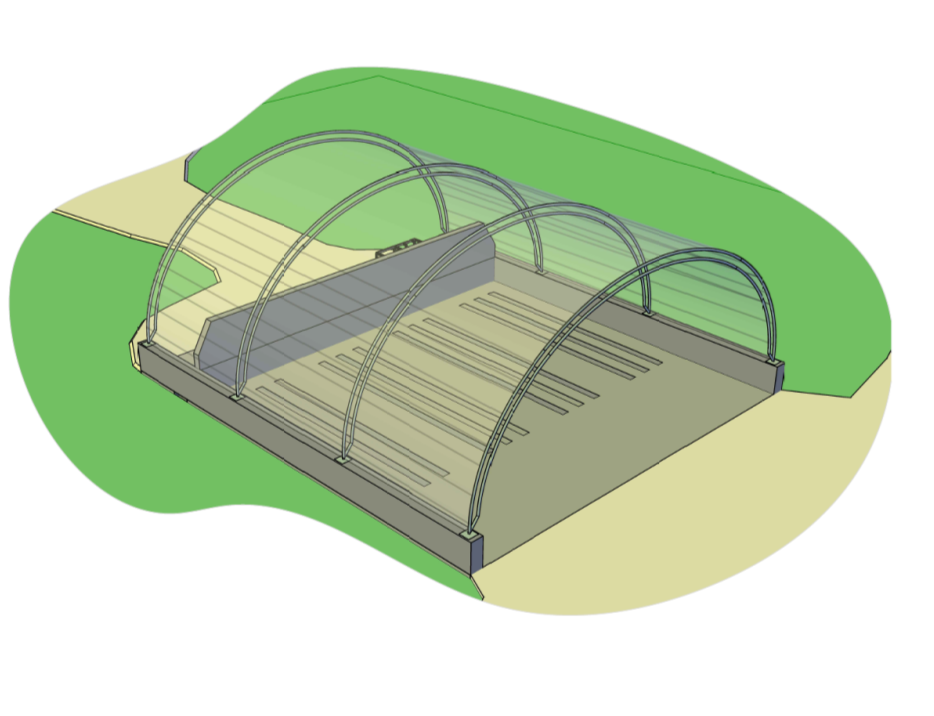
Four windrows in a negative aerated static pile (ASP) system provides plenty of vapor for heat recovery, and the Hot Skid’s aeration and
recirculation system optimizes compost temperatures, heat recovery, and throughput.





{kind=link}
{kind=link}
{kind=link}
{kind=link}