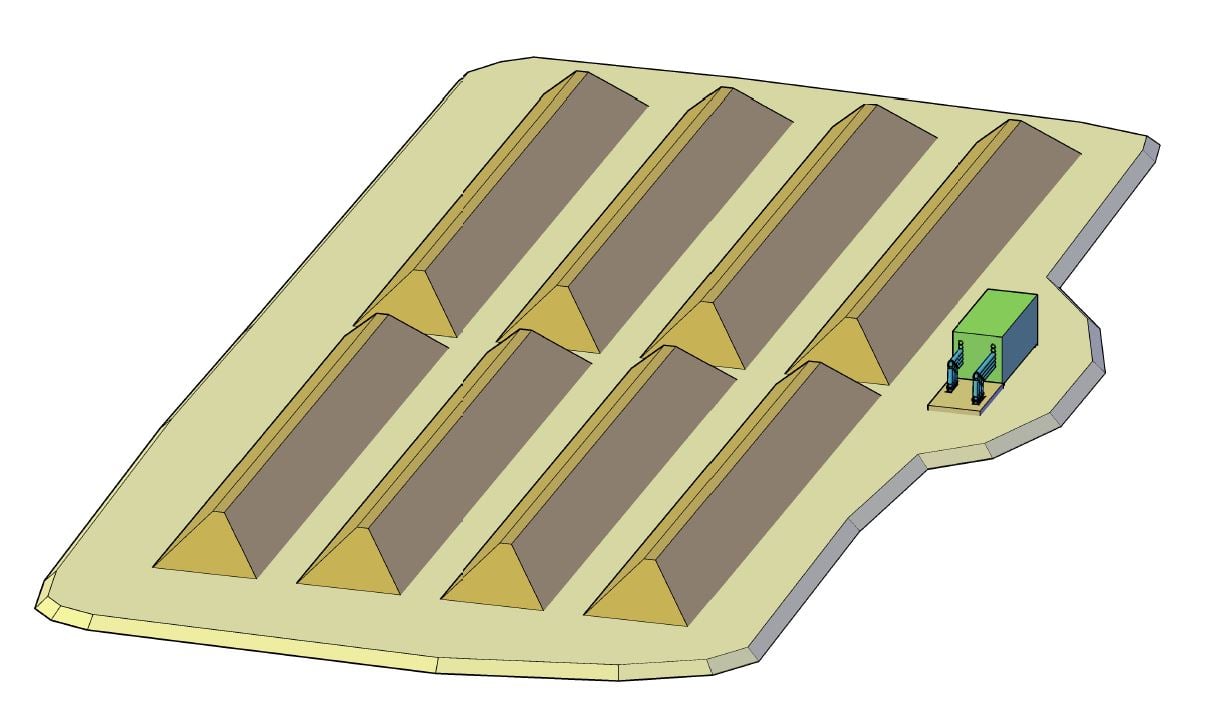
The Hot Box 250 series is available in 4 and 8 zone configurations. The 8 zone AGT Compost Hot Box 250-8RD was designed to maximize operator control options with this compost aeration and heat recovery (CAHR) package. Two blowers and corresponding sets of heat exchangers, valve, sealed ductwork, sensors and controls are oriented side-by-side in an insulated 20' shipping container. With a fresh air intake and the two heat exchangers, the drying feature is standard. This gives operators the flexibility to manage eight windrows with negative and positive aeration, vapor recirculation and/or forced heated air drying.
Typical compost batch sizes are 100 to 200 cubic yards (CY), up to 250 CY is possible with fluffy material. With eight zones this means 2000 CY of material under aerated management at a time, and with a typical 4 week aeration cycle, sites can process 26,000 CY per year with this single modular CAHR unit.
Space and process efficient, the Hot Box 250-8R accelerates the time to achieving targeted temperatures of 131 F or greater. Vapor recirculation or forced heated aeration of newly loaded batches promotes aerobic thermophilic conditions in the core of fresh compost mixes. Beneficial for odor control and speed to achieving PFRP required temperatures for pathogen and weed seed destruction, recirculation has a major impact for improved wintertime composting conditions.

The Implementation Process
- Hot Box(es) built to order
- The site is graded, utilities (electric, hot water, data) and drainage pipes installed
- Sump tank is placed, HDPE pipes and aeration channels installed
- Push walls are built and concrete working pad(s) cast in place
- Hot Box is set in place and connected to aeration pipes, biofilter and utilities
- Electrical and data are connected, system is tested in place with empty pad
- Hot water system is connected



{kind=link}
{kind=link}
{kind=link}
{kind=link}